
笼车输送系统
升级物料搬运,从专业笼车输送系统开始
笼车是食品杂货行业配送环节的核心载具。三十多年来,我们持续打磨笼车专用输送设备。设备可在 -30℃冷冻区至 40℃常温区的环境下稳定作业,全程保持高精度与高效率。助力企业解锁全新运营效能。
TGW 输送系统适配多种作业场景,可实现笼车与托盘混合输送,总载重上限可达 1000 千克。设备兼容金属、塑料底座等各类笼车,保障货物全程运输平稳可靠。
我们提供全系列智能载具输送设备,主要包含:

笼车输送系统核心优势
企业每日需转运数百甚至数千台笼车,输送设备必须具备强劲性能、空间适配能力与长久耐用性。
这也是 TGW 笼车输送设备的设计核心,产品优势突出:
- 全温区稳定运行
可在 - 30℃至 40℃的环境中作业,性能不受温度影响。 - 三十余年技术积淀
依托数十年项目经验、实战技术与持续创新,产品经过市场充分验证。 - 操作简便
上手门槛低,无需专业技能,简化人员培训与日常作业流程。 - 定制化设计
可根据客户笼车实际尺寸,量身打造专属输送设备。 - 灵活物料搬运
支持笼车与托盘混合输送,组合载重最高可达 1000 千克。 - 坚固耐用
机身结构扎实,低维保设计,设备稳定使用年限可达 20 年。 - 多底座兼容
同时适配金属底座与塑料底座的笼车。
技术细节,铸就可靠运力
TGW 输送系统的稳定运转,源自诸多人性化细节设计。手摇式链条张紧机构、交错式链轨、低摩擦导向楔块等配置,有效减少设备磨损、提升作业安全性,保障运输不中断。即便面对坡道、极端温度等复杂工况,设备依旧在实际规模化运营中保持稳定表现。




全系输送设备介绍

组合式链条输送机可实现水平、爬坡、下坡多工况输送,集成链条张紧机构,运行低噪、低磨损。
- 输送速度:最高 0.45 米 / 秒
- 托盘最大重量:1000 千克
- 笼车最大载重:500 千克(四驱动负载)
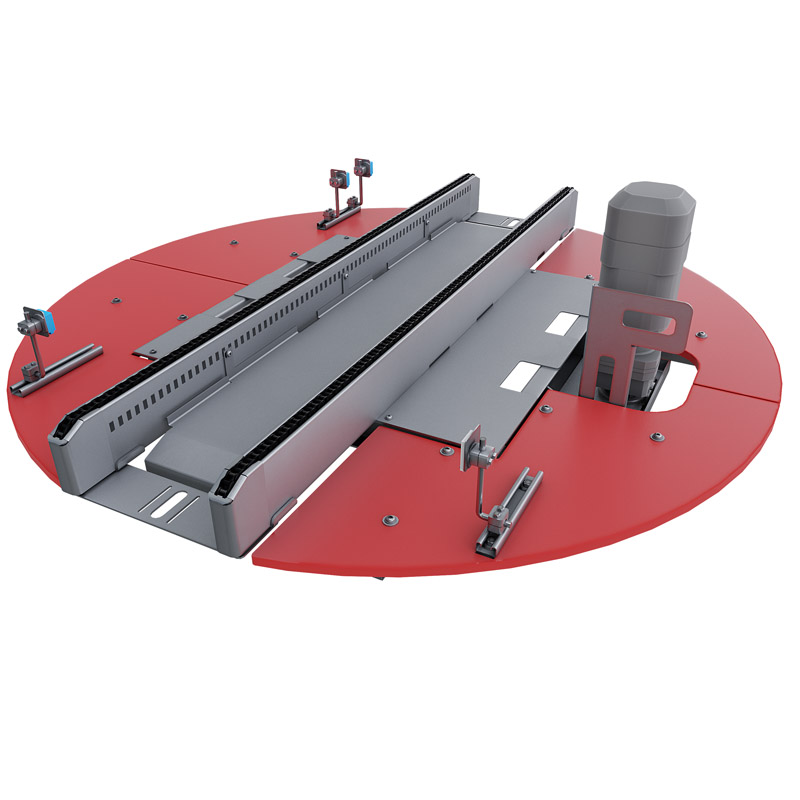
转向台用于改变货物输送方向与摆放姿态。
- 输送速度:最高 0.45 米 / 秒
- 托盘最大载重:500 千克
- 笼车最大载重:2×500 千克
- 转向时间:最短 4.5 秒

框架提升机实现托盘与笼车的垂直输送,最多可对接五层作业区域。
- 运行速度:最高 0.73 米 / 秒
- 托盘最大载重:1000 千克
- 笼车最大载重:2×500 千克
- 最大提升高度:10 米
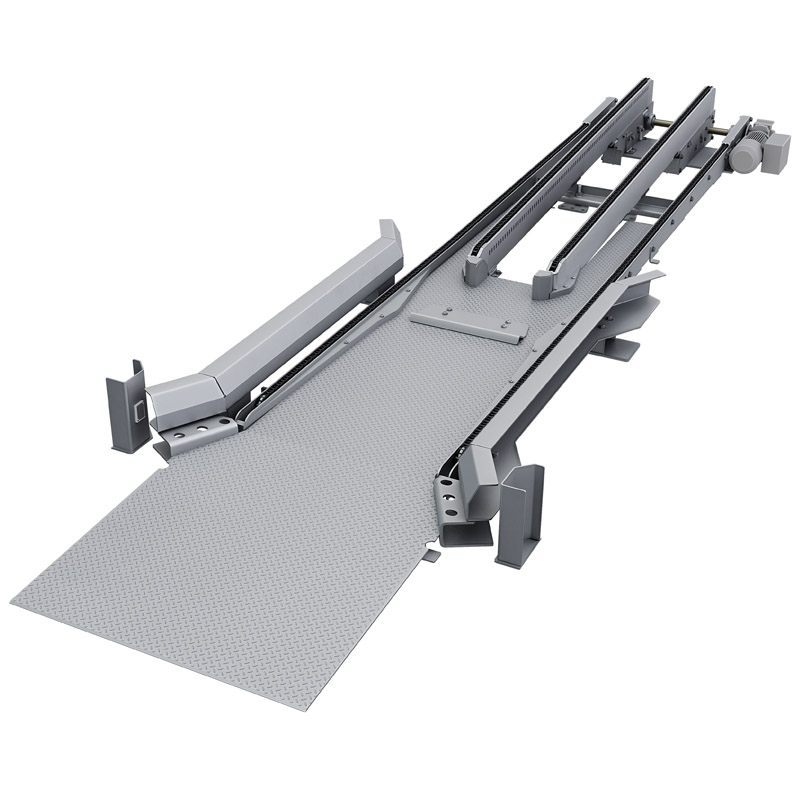
进出料输送段适配地面作业与人工装卸场景,方便笼车进出输送线。采用连续化输送设计,无需额外提升机构。
- 笼车最大载重:500 千克
- 最大倾斜角度:≤3°。
移载小车将托盘、笼车分流输送至多条输送线路。
- 运行速度:最高 4 米 / 秒
- 托盘最大载重:1000 千克
- 笼车最大载重:2×500 千克
- 最大轨道长度:120 米
链条移载输送性价比高,适用于将货物分流至多个出料通道。
- 输送速度:最高 0.45 米 / 秒
- 托盘载重:1000 千克
- 笼车最大载重:2×500 千克
- 设备最大长度:10 米
