
Die rasche Versorgung mit Ersatzteilen für Traktoren, Mähdrescher und andere landtechnische Maschinen ist gerade während der Erntezeit für die Landwirte äußerst wichtig. Die Fricke-Gruppe stellt diese Versorgung sicher – europaweit aus dem Zentrallager im norddeutschen Heeslingen. Ein hochdynamisches Intralogistiksystem von TGW sorgt für optimale Prozesse im Lager.
Die Fricke-Gruppe mit Sitz im norddeutschen Heeslingen zählt zu den größten privaten Akteuren im europäischen Landtechnikhandel. Das 1923 gegründete Unternehmen entwickelte sich vom klassischen Landmaschinenhändler zu einem europäischen Dienstleister mit rund 1100 Mitarbeitern und Standorten in 17 Ländern.
Ersatzteile für ganz Europa – aus einem Zentrallager in Norddeutschland
Ein wesentlicher Fokus von Fricke liegt auf dem Ersatzteilhandel unter der Marke „Granit Parts“, der mehr als die Hälfte des Unternehmensumsatzes von über 460 Mio. Euro ausmacht. „Alles das, was eine Landmaschinenwerkstatt in Europa braucht, um ihre Kunden glücklich zu machen, das liefern wir“, erklärt Holger Wachholtz, Geschäftsführer von Fricke. Anders als die Mitbewerber beliefert Fricke seine Kunden fast ausschließlich aus einem Zentrallager am Hauptstandort in Heeslingen. „Wir können dadurch unsere Bestände optimieren. Auf der anderen Seite haben wir eine sehr hohe Verfügbarkeit“, so Wachholtz. Damit begegnet Fricke der Situation, dass landtechnische Ersatzteile eine sehr niedrige Umschlagshäufigkeit haben und somit ein hoher Bestand nötig ist, um alle Kundenwünsche in kürzester Zeit erfüllen zu können. 165.000 verschiedene Artikel liegen bei Fricke auf Lager, 4,5 Millionen sind insgesamt über den Onlineshop verfügbar.
Der Erfolg gibt Fricke Recht. Während die Branche insgesamt stagniert oder sogar leicht rückläufig ist, steigt der Umsatz der Heeslinger permanent. Deshalb mussten die Lagerflächen ständig erweitert werden, und man hatte schließlich eine Fläche von rund 40.000 m² zur Verfügung, auf der mit einer rein manuellen Kommissionierung die Kundenaufträge abgearbeitet wurden. 2010 bot aber auch diese Fläche schon wieder zu wenig Platz. Wachholtz erinnert sich: „Das Lager platzte aus allen Nähten, sodass wir überlegt haben, was jetzt der richtige Weg sei.“ Gemeinsam mit den Beratern von ViaLOG wurde entschieden, den Standort Heeslingen weiter auszubauen und teilweise zu automatisieren, weil sonst die Wege einfach zu lange und die Produktivität der Kommissioniermitarbeiter zu gering geworden wäre.
Manuelle Kommissionierung – hochdynamischer Automatikpuffer
Bei der Automatisierungslösung entschied sich Fricke für TGW Systems Integration als Projektpartner. Es wurde allerdings kein Ware-zur-Person-Kommissioniersystem realisiert, wie man vielleicht vermuten würde. Stattdessen entschied man sich dafür, die Kleinteilekommissionierung in einer 4-geschoßigen Fachbodenanlage zu konzentrieren. Die Aufträge werden hier parallel auf allen Ebenen kommissioniert, und jeder Mitarbeiter arbeitet an mehreren Aufträgen gleichzeitig, um die Wege zu optimieren. Durch diese Optimierungen konnte die Kommissionierleistung pro Mitarbeiter auf rund 60 Positionen pro Stunde mehr als verdreifacht werden.
Die Automatisierung konzentriert sich auf die anschließenden Prozesse der Auftragskonsolidierung sowie den Materialfluss in Richtung Verpackung und Versand. Dieses System ist für die Auftragsstruktur bei Fricke ideal. „Der Kunde bestellt bei uns bis 18 Uhr und will die Ware am nächsten Morgen bei sich auf der Werkbank haben. Bis 7 Uhr am liebsten“, erklärt der Fricke-Geschäftsführer. „Und wir haben nur eine sehr kurze Zeit zum Kommissionieren. Wir kriegen 50 % der Aufträge zwischen 15 und 18 Uhr. Das heißt, wir brauchen eine sehr große Schlagkraft in dieser Zeit.“
Bis zu 5.600 Auftragspositionen werden im Kleinteilebereich pro Stunde kommissioniert. Dazu kommen noch bis zu 2.400 Positionen pro Stunde aus anderen Bereichen. Aufgrund der parallelen Kommissionierung in unterschiedlichen Bereichen ist eine anschließende Konsolidierung notwendig. „Wir bündeln die Waren aus den verschiedenen Kommissionierbereichen in einem Puffer, um sie dann geschlossen zum Verpacken zu bringen“, so Wachholtz.
TGW STINGRAY Shuttle System konsolidiert die Aufträge
6.000 bis 7.000 Kunden werden pro Tag mit insgesamt rund 12.000 Paketen beliefert. „Der Kunde würde es nicht akzeptieren, wenn er von uns für eine kleinere Bestellung fünf Pakete bekommt – abgesehen von den Kosten. Er möchte gerne so wenig Packstücke wie möglich haben“, erklärt Holger Wachholtz. Deshalb ist ein leistungsfähiges Puffersystem notwendig, das mit einem TGW STINGRAY Shuttle System realisiert wurde.
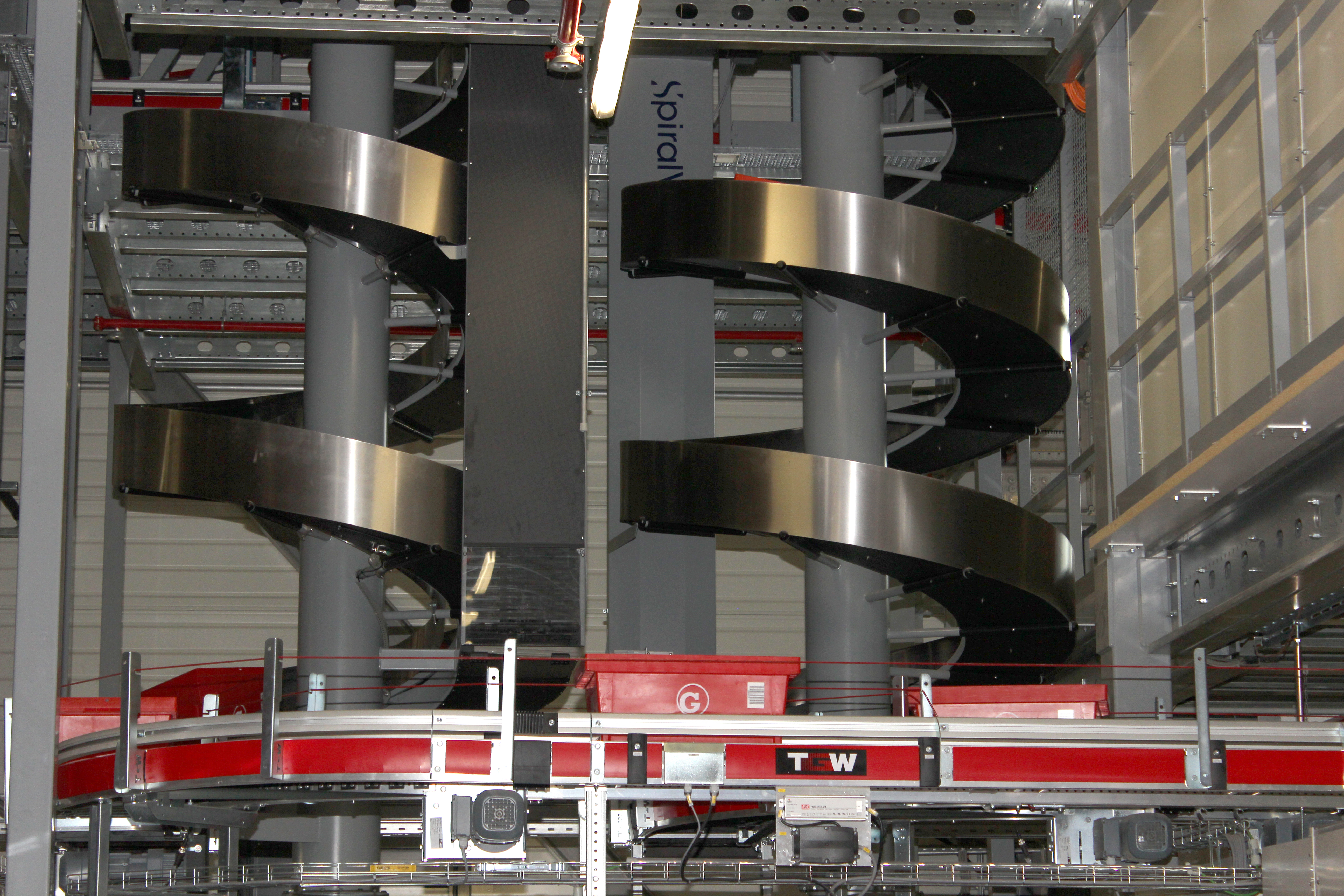
Die in Kunststoffbehältern kommissionierte Ware wird im jeweiligen Kommissionierbereich auf die Fördertechnik aufgesetzt und automatisch in den Shuttle-Puffer befördert. In vier Gassen bedienen insgesamt 76 STINGRAY Shuttles von TGW die 9.120 Stellplätze, in denen die Kommissionierbehälter auf Warteposition verbleiben, bis alle Waren für den jeweiligen Auftrag eingetroffen sind. Erst dann werden alle Behälter zu einem Kundenauftrag ausgelagert und an einen der Verpackungsplätze weitergeleitet.
Das Shuttle System wurde für diese Anwendung ausgewählt, um die benötigte hohe Leistung in den Tagesspitzen mit möglichst geringem Technikeinsatz bewältigen zu können. Mehr als 4.000 Ein- und Auslagerungen schaffen die vier STINGRAY-Gassen innerhalb einer Stunde. In einem klassischen automatischen Kleinteilelager mit Regalbediengeräten würden für diese Leistung sehr viel mehr Gassen benötigt, wodurch nicht nur das Investitionsvolumen sondern auch die benötigte Fläche und der Energieverbrauch deutlich höher anzusetzen wären.
Cross-Belt Sorter als leistungsfähiges Verbindungsfördersystem
Mit der reinen Ein- und Auslagerleistung ist es aber nicht getan. Auch in der Verbindung zwischen Kommissionierung, Pufferlager und Verpackung werden diese hohen Leistungen benötigt. TGW verzichtete für diese Funktion auf herkömmliche Fördertechnik und setzte stattdessen einen Cross-Belt Sorter ein, der sich quer durch den neugebauten Teil des Fricke-Logistikzentrums zieht.
Auch die 64 Packplätze werden direkt vom Cross-Belt Sorter versorgt. Alle Behälter eines Auftrags werden der Reihe nach an einen vom Steuerungssystem vorgegebenen Packplatz transportiert. Dort packen die Mitarbeiter die Ware fachgerecht in möglichst wenige Kartons und schicken diese weiter in den Versand. Wenn ein Auftrag auch Waren enthält, die für einen Kommissionierbehälter zu groß sind, beispielsweise Pflugschare, dann werden die Kleinteile zu diesem Auftrag in einem eigenen Bereich mit den großen Teilen konsolidiert, um ebenfalls den Gesamtauftrag in einer Sendung ausliefern zu können.
Automatische Tourensortierung für 60 Lkw täglich
Im Versand werden die fertigen Pakete automatisch nach Touren sortiert und auf entsprechenden Zielbahnen des Fördersystems zur Verfügung gestellt. Tag für Tag docken rund 60 Lkw an den Versandtoren von Fricke an, um die Waren abzuholen und in die Verteilzentren der verschiedenen Paketdienstleister zu bringen. Schließlich muss die Ware am nächsten Morgen bei den Kunden sein.
2011 startete das Projekt bei Fricke, und es wurden insgesamt 35 Mio. Euro in das neue Logistikzentrum investiert. Im Frühjahr 2012 startete die Montage und Inbetriebnahme der Automatisierungstechnik durch TGW und schon im November des gleichen Jahres ging die Anlage in Betrieb. Dieser Zeitpunkt wurde gewählt, weil im November und Dezember bei Fricke traditionell die Auslastung am geringsten ist. Die Erntezeit, in der die Landwirte ihre Maschinen permanent im Einsatz haben und deshalb auch die Ersatzteilversorgung enorm wichtig ist, ist vorüber, und die ab Januar beginnenden Vorbereitungen für das neue Jahr stehen erst bevor.
Investitionsentscheidung für langfristige Partnerschaft
Bei Fricke zeigt man sich mit dem Verlauf des Projektes durchwegs zufrieden. „Insgesamt muss man sagen, hat TGW hier einen guten Job gemacht. Die waren engagiert dabei, die haben auch verstanden, wo unsere Nöte waren. Das war wirklich eine harmonische, ordentliche Zusammenarbeit“, sagt Fricke-Geschäftsführer Holger Wachholtz. Und seine Entscheidung hat auch langfristige Relevanz. „Für uns war schon bei der Auswahl des Projektpartners klar, das ist jetzt eine Technik, die man sich für die nächsten 20 Jahre hinstellt. Wenn wir da nicht von vornherein das Gefühl gehabt hätten, das ist ein Partner, mit dem kann man auch in 20 Jahren noch vernünftig zusammenarbeiten, dann hätten wir uns sicherlich nicht für TGW entschieden.“
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}